Test Well
Home
Products > Test Well

Test Well HMS manufactured the oil gas product testing machines and test well including accessories. HMS develop the two types of test wells as below: · Vertical Test Well · Horizontal Test well
Vertical Test Well: Test well is made is simulated to actual oil well for testing the product before running the product in actual wells. It made normally 20~60 feet depth as per product requirements. It made vertically below the ground.
Horizontal Test well Horizontal test well is installed at horizontally above the surface by steel structure and combined with cylinder, casing, software, control room, Boosters and load cells, heat transfer oil etc. It made normally 20~60 feet in length as per product requirements.
|
HMS Test Wells HMS Engineers design and manufacture advanced oil & gas product testing machines and test wells with complete accessories. These test wells simulate real-world operating conditions, ensuring that equipment is thoroughly validated before deployment in actual oilfields. HMS offers two primary configurations:
Key Benefits of HMS Test Wells
Products are validated under controlled conditions before field use.
Reduces expensive trial-and-error in live wells.
Supports testing of a wide range of oil & gas equipment.
Equipped with sensors and monitoring systems for reliable performance evaluation. |

Vertical Test Well
- Purpose:
Simulates an actual oil well environment for downhole product testing before field installation.
- Construction:
- Built vertically below the ground.
- Depth typically ranges from 20 to 60 feet, depending on product requirements.
- Features:
- Mimics subsurface well conditions such as pressure, fluid dynamics, and mechanical stresses.
- Provides a controlled environment for evaluating tools like packers, valves, sensors, and other downhole equipment.
- Advantages:
- Realistic simulation of vertical wellbore conditions.
- Ensures product reliability and safety before deployment.
- Reduces risk of failure in actual oil wells.
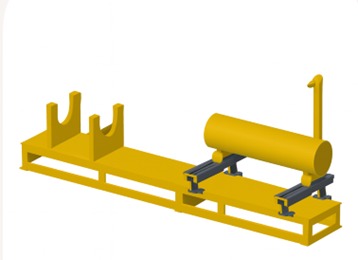
⚙️ Horizontal Test Well
- Purpose:
Designed to test equipment in a surface-level horizontal configuration, ideal for evaluating flow control, mechanical strength, and thermal performance.
- Construction:
- Installed horizontally above the surface using a steel support structure.
- Length typically ranges from 20 to 60 feet, depending on product requirements.
- Integrated Components:
- Cylinder & Casing – replicate wellbore geometry.
- Software & Control Room – monitor and manage test parameters.
- Boosters & Load Cells – simulate pressure and mechanical loads.
- Heat Transfer Oil System – replicate thermal conditions.
- Advantages:
- Easier access for monitoring and adjustments during testing.
- Flexible setup for different product types.
- Allows integration of advanced instrumentation for precise data collection.